




Nieuws
 Thuis / Nieuws / Industrnieuws / Hot Forging-verwerkingstechnologie: proces, voordelen en toepassingen
Thuis / Nieuws / Industrnieuws / Hot Forging-verwerkingstechnologie: proces, voordelen en toepassingen Hot Forging-verwerkingstechnologie: proces, voordelen en toepassingen
 2026.03.27
2026.03.27
 Industrnieuws
Industrnieuws
Wat is heet smeden en waarom het ertoe doet
Heet smeden is een metaalvormproces waarbij een metalen knuppel wordt verwarmd tot boven de herkristallisatietemperatuur en vervolgens onder hoge drukkracht wordt gevormd met behulp van matrijzen. De verhoogde temperatuur vermindert de vloeigrens van het metaal, waardoor complexe vormen kunnen worden gevormd met een lager persvermogen, terwijl tegelijkertijd de mechanische eigenschappen van het materiaal worden verbeterd. In tegenstelling tot gieten of bewerken uit staafmateriaal verfijnt heet smeden de korrelstructuur van het metaal, wat resulteert in onderdelen die sterker, taaier en beter bestand zijn tegen vermoeidheid.
Dit proces is een hoeksteen van de moderne industriële productie. Van aandrijflijncomponenten voor auto's tot zware bouwapparatuur en vloeistofregelsystemen: warm smeden levert de combinatie van maatnauwkeurigheid, structurele integriteit en materiaalefficiëntie die veeleisende toepassingen vereisen. Door de basisprincipes van de verwerkingstechnologie voor heet smeden te begrijpen, kunnen ingenieurs en inkoopprofessionals betere beslissingen nemen bij het selecteren van productiemethoden voor cruciale componenten.
Het hete smeedproces: stap voor stap
Een volledige productiecyclus voor warm smeden omvat verschillende strak gecontroleerde fasen. Elke stap heeft rechtstreeks invloed op de maatnauwkeurigheid, de oppervlaktekwaliteit en de mechanische prestaties van het uiteindelijke onderdeel.
Voorbereiding en verwarming van de knuppels
Grondstof wordt eerst door middel van zagen of knippen op het juiste gewicht gesneden. De knuppel wordt vervolgens in een inductieoven of gasgestookte oven verwarmd tot het optimale smeedtemperatuurbereik, meestal daartussenin 950°C en 1.250°C voor koolstof- en gelegeerde staalsoorten , afhankelijk van de legeringssamenstelling. Een uniforme temperatuurverdeling over de dwarsdoorsnede van de knuppel is van cruciaal belang; ongelijkmatige verwarming kan interne spanning, oppervlaktescheuren of een inconsistente graanstroom in het afgewerkte onderdeel veroorzaken.
Matrijsontwerp en gereedschap
De matrijzenset is het hart van elke warmsmeedoperatie. Matrijzen zijn nauwkeurig vervaardigd uit hooggelegeerd gereedschapsstaal en ondergaan een warmtebehandeling om de extreme thermische cycli en mechanische impact van de productie te weerstaan. Multi-afdrukmatrijzen leiden de knuppel door een reeks voorvorm-, blokkerings- en afwerkingsholtes, waardoor het metaal geleidelijk vorm krijgt en de flitsvorming wordt gecontroleerd. Een goed matrijsontwerp bepaalt de materiaalstroom, de locatie van de scheidingslijn, de trekhoeken en de hoeveelheid overtollige flits die wordt geproduceerd.
Smeden en flitsverwijdering
De verwarmde knuppel wordt in de matrijs geplaatst en met gecontroleerde kracht geslagen of geperst, doorgaans variërend van een paar honderd tot enkele duizenden ton, afhankelijk van de geometrie en het materiaal van het onderdeel. Het metaal stroomt om de matrijsholte te vullen en overtollig materiaal wordt als een flits rond de scheidingslijn uitgestoten. De flits wordt vervolgens verwijderd in een trimpers en het onderdeel gaat door naar de volgende fase.
Warmtebehandeling
Warmtebehandeling na het smeden - inclusief normaliseren, gloeien, afschrikken en temperen - wordt gebruikt om restspanning te verlichten en het gewenste hardheids- en taaiheidsprofiel vast te stellen. De specifieke cyclus wordt geselecteerd op basis van de legeringskwaliteit en de mechanische eigenschappen van de eindtoepassing.
Bewerking en inspectie
De meeste hete smeedstukken vereisen nabewerking om nauwe maattoleranties op lageroppervlakken, boringen en schroefdraadkenmerken te bereiken. CNC-draaicentra en bewerkingscentra verwijderen materiaal met hoge precisie. De eindinspectie omvat maatmetingen, hardheidstests, ultrasoon testen op interne defecten en evaluatie van de oppervlaktekwaliteit vóór verpakking en verzending.
Belangrijkste voordelen van heet smeden ten opzichte van andere methoden
Heet smeden concurreert in veel toepassingsgebieden met gieten, koud smeden en bewerken van massieve staven. De onderstaande tabel vat samen waar warm smeden een duidelijk voordeel biedt.
| Vergelijkingsfactor | Heet smeden | Gieten | Bewerking vanaf staaf |
|---|---|---|---|
| Korrelstructuur | Verfijnd, richtinggevend | Grof, willekeurig | Zoals gerold |
| Treksterkte | Hoog | Matig | Matig |
| Porositeitsrisico | Zeer laag | Hoog | Laag |
| Materiaalgebruik | Hoog | Matig | Laag (high scrap) |
| Gereedschapskosten | Matig to high | Matig | Laag |
| Eenheidskosten op volume | Laag | Laag to moderate | Hoog |
Een van de belangrijkste, maar vaak over het hoofd geziene, voordelen van heet smeden is het creëren van continue graanstroom dat de contour van het onderdeel volgt. Deze directionele korrelstructuur verbetert de levensduur tegen vermoeiing en de slagvastheid dramatisch; eigenschappen die essentieel zijn voor componenten die tijdens gebruik worden blootgesteld aan cyclische belasting of schokkrachten.
Veel voorkomende materialen die worden gebruikt bij heet smeden
Heet smeden is compatibel met een breed scala aan ferro- en non-ferrolegeringen. De materiaalkeuze hangt af van de mechanische vereisten, de werkomgeving en de kostendoelstellingen van de toepassing.
- Koolstofstaal (bijv. AISI 1035, 1045): Op grote schaal gebruikt voor structurele onderdelen en transmissiecomponenten voor algemene doeleinden vanwege hun goede smeedbaarheid en kostenefficiëntie.
- Gelegeerd staal (bijv. 42CrMo4, 40Cr): Bij voorkeur voor toepassingen met hoge spanning die verbeterde sterkte, taaiheid en hardbaarheid na warmtebehandeling vereisen.
- Roestvast staal (bijv. 304, 316, 17-4PH): Geselecteerd voor componenten die corrosiebestendigheid vereisen, vooral in apparatuur voor vloeistofbehandeling en chemische verwerking.
- Titanium- en aluminiumlegeringen: Gebruikt in de lucht- en ruimtevaart- en gewichtsgevoelige automobieltoepassingen waar de sterkte-gewichtsverhouding van het grootste belang is.
- Op nikkel gebaseerde superlegeringen: Gereserveerd voor omgevingen met extreme temperaturen, zoals onderdelen van gasturbinemotoren.
Het smeedtemperatuurvenster moet voor elke legering nauwkeurig worden gecontroleerd. Oververhitting kan korrelgroei of oxidatie veroorzaken, terwijl onderverhitting de slijtage van de matrijzen vergroot en het risico op scheuren vergroot.
Industrietoepassingen van warmgesmede componenten
De mechanische eigenschappen die kunnen worden bereikt door middel van de verwerkingstechnologie voor heet smeden, maken het de geprefereerde productieroute voor veiligheidskritische en prestatiekritische onderdelen in meerdere industrieën.
Auto- en bedrijfsvoertuigen
Heet smeden domineert de productie van aandrijflijn- en chassiscomponenten. Smeedstukken voor voertuigtransmissiesystemen – inclusief tandwielen, assen, flenzen en jukken – moeten de dimensionele stabiliteit behouden en bestand zijn tegen vermoeidheid onder miljoenen belastingscycli. Heet smeden levert de korrelintegriteit en sterkte-gewichtsverhouding die deze componenten vereisen. Koppelschotels en tractiestoelcomponenten voor zware vrachtwagens zijn even veeleisende toepassingen waarbij materiaalfalen niet acceptabel is.
Bouw- en technische machines
Technische machines smeedstukken worden veelvuldig gebruikt in graafmachines, kranen, laders en wegenbouwapparatuur. Deze componenten zijn bestand tegen hoge dynamische belastingen, schurende werkomgevingen en aanzienlijke schokkrachten. Heet smeden biedt de structurele dichtheid en taaiheid die nodig zijn om aan de levensduurverwachtingen van deze sector te voldoen.
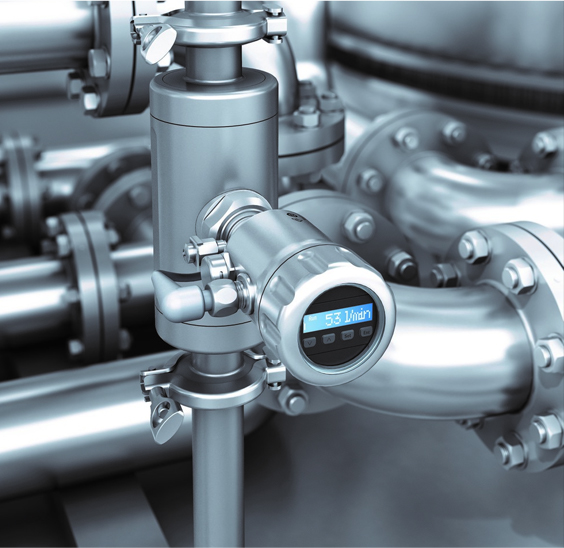
Vloeistof- en pompsystemen
Kleplichamen, pomphuizen en componenten voor debietregeling profiteren van heet smeden omdat het proces de interne porositeit elimineert die gietstukken teistert. In vloeistofsystemen onder hoge druk kan zelfs een kleine porositeit zich onder cyclische drukbelasting in scheuren voortplanten. Gesmede vloeistofcomponenten bieden superieure lekweerstand en langere onderhoudsintervallen vergeleken met gegoten alternatieven.
Industriële instrumentatie en energie
Precisie gesmede componenten zijn te vinden in industriële instrumentatie, olie- en gasinfrastructuur en apparatuur voor energieopwekking. Het vermogen om roestvrij staal en nikkellegeringen te smeden breidt de toepasbaarheid van het proces uit op corrosieve en hoge temperaturen.
Kwaliteitscontrole bij de productie van heet smeden
Het produceren van heet smeedwerk dat consistent aan de specificaties voldoet, vereist een kwaliteitssysteem dat in de hele productieketen is ingebed – en niet alleen bij de eindinspectie. Toonaangevende fabrikanten integreren de volgende controlemaatregelen:
- Verificatie van inkomend materiaal: Analyse van de chemische samenstelling en hardheidstesten van elke binnenkomende hitte van de grondstof voordat deze in productie gaat.
- Bewaking van de oventemperatuur: Continue thermokoppelmeting en datalogging om ervoor te zorgen dat de knuppels de doeltemperatuur bereiken en behouden zonder de bovengrenzen te overschrijden.
- Dimensionale controles bij het eerste artikel en tijdens het proces: Coördineer de inspectie van meetmachines (CMM's) bij het instellen van de matrijs en tijdens regelmatige productie-intervallen om gereedschapsslijtage vroegtijdig op te sporen.
- Niet-destructief onderzoek (NDT): Ultrasoon testen en magnetische deeltjesinspectie om interne holtes, overlappingen of naden te detecteren die niet zichtbaar zijn op het oppervlak.
- Verificatie van mechanische eigenschappen: Trek-, vloei-, rek- en impactenergietesten op smeedstukken uit elke productiepartij.
- Traceerbaarheid: Volledige traceerbaarheid van materialen en processen, van het warmtenummer van de ruwe knuppel tot aan het afgewerkte onderdeel, waardoor een snelle analyse van de hoofdoorzaak mogelijk is in het geval van een probleem in het veld.
Normen voor kwaliteitsborging bij een capabele smeedfabrikant moet aansluiten bij internationaal erkende raamwerken zoals IATF 16949 voor toeleveringsketens in de automobielsector of ISO 9001 voor algemene industriële toepassingen. Het consequent naleven van deze normen is wat betrouwbare leveranciers van smeedstukken onderscheidt van degenen wier kwaliteitsprestaties onvoorspelbaar zijn tijdens productieruns.
De langetermijnkosten van kwaliteitsproblemen bij vervalste componenten – garantieclaims, vervangingen in het veld en reputatieschade – zijn veel groter dan de kortetermijnbesparingen die voortvloeien uit het versoepelen van de inspectienormen. Het selecteren van een fabrikant met een gedocumenteerd, controleerbaar kwaliteitssysteem is daarom net zo belangrijk als het evalueren van hun perscapaciteit en materiaalcapaciteiten.











Onze producten omvatten voornamelijk de productie van vervalste componenten voor de auto -industrie, de industrie van de bouwmachines, industrie -industrie en de industrie voor vloeistofapparatuur. Custom smeden onderdelenfabrikanten en vervalste componenten oplossers in China.
Productlinks
Neem contact met ons op
-
Address:Nr. 5 Junrong Road, Daitou Town, Liyang City, Jiangsu Provincie, China
-
Tel:+86-18112316383
